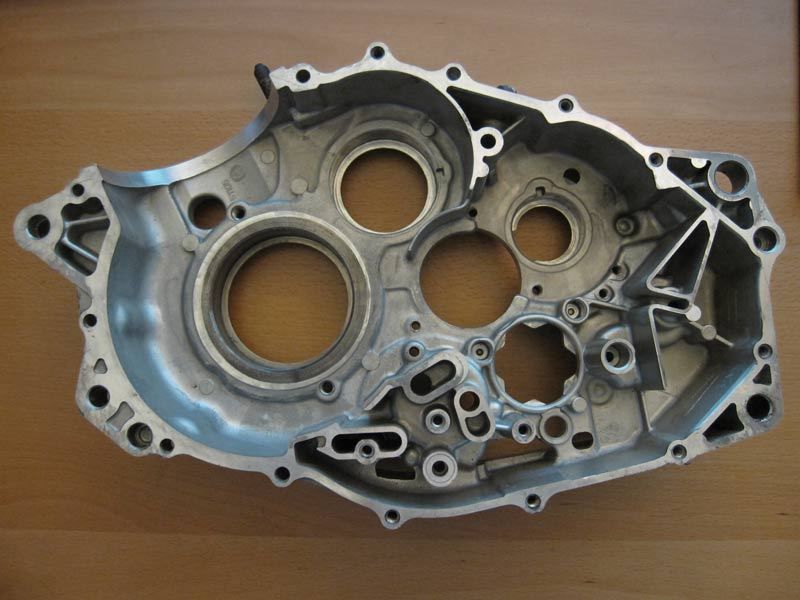
Ein Meilenstein mit ungewissem Ausgang stand noch auf der linken Seite des Motorblocks an.
Die
Kurbelwelle mit dem aufgepressten Kurbelwellenlager musste noch in das
Gehäuse gebracht werden. Nach den Erfahrungen auf der rechten Seite
bereitete mir das ganze noch ein wenig Kopfzerbrechen. Schließlich
konnte man von der Innenseite keine Kraft aufbringen. Yamaha hatte für
diese Zwecke natürlich ein Spezialwerkzeug zum Einziehen der Kurbelwelle
entwickelt, welches nicht greifbar war.
Alternativ habe ich mit zwei stabielen Brettern, zwei alten Kugellagern und einer Unterlegscheibe gearbeitet.
Der
linke Teil des Motorblocks wanderte wieder in den Ofen und das
Kurbelwellenlager habe ich mit EisCrack behandelt. Dieser Rostlöser
kühlt laut Beipackzettel auch auf bis zu -40°C runter. Funktioniert
nicht so gut wie das Kältespray, hier war es glücklicherweise aber
ausreichend.
Die Kurbelwelle wird anschließend in Position gebracht, die
beiden Bretter zum Abstützen auf der gegenüberligenden Seite gelegt, die
Kugellager auf den Kurbelwellenstumpf gesteckt und die Mutter des
Polrads angezogen. Stück für Stück bewegt sich dann die Welle samt Lager
in das Gehäuse. Zwischendurch muss man die Distanzmaterialien wechseln
und den Prozess von vorne Beginnen, bis das Holz leicht knirschte und
das Lager an seinem Sitz angekommen war.
Schlichter Kurbelwelleneinzieher
Das Brett konnte nun weg vom Kopf und alles im Rucksack zur Garage gebracht werden. So viel zum Thema Heavy Metal. :)
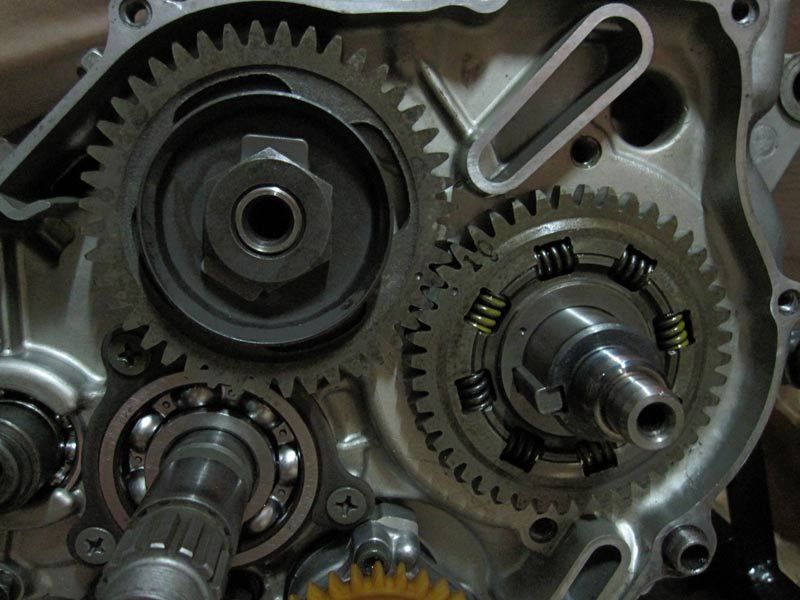
Dort
angekommen konnte dann das Innenleben eingesetzt werden:
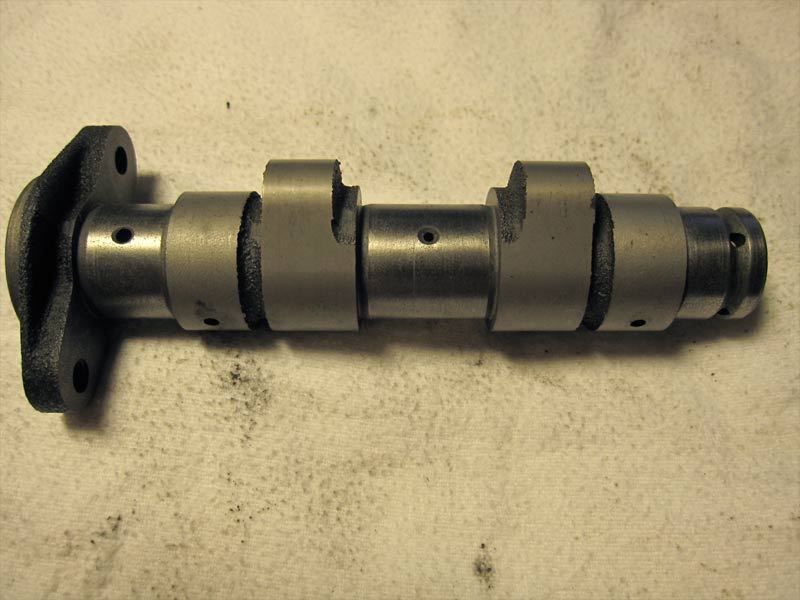
Ausgleichswelle, Getriebe mit Schaltwalze und Schaltgestänge.
Anschließender Test des Getriebes verlief zufriedenstellend.
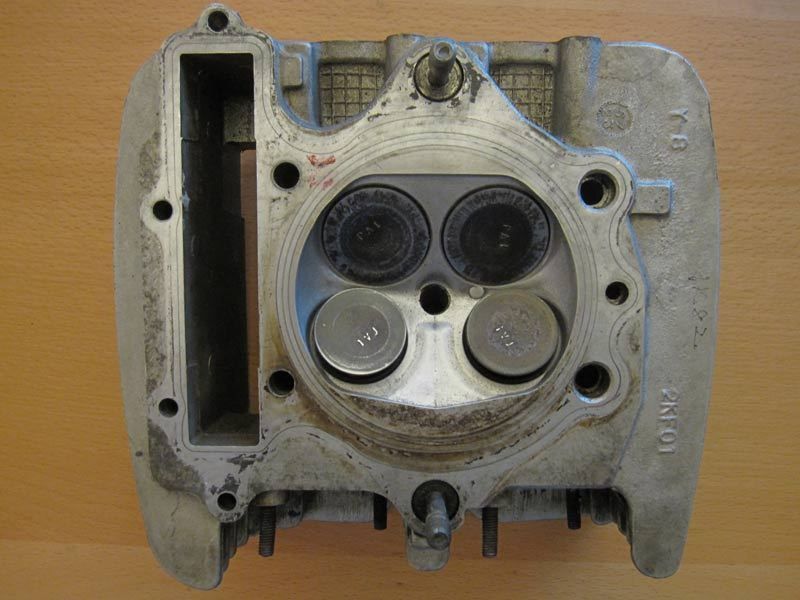
Wildes Sortieren des Dichtsatzes
förderte dann auch die kleine wichtige rote Dichtung im Bild hervor.
Sicherheitshalber habe ich jeden O-Ring seinem Bestimmungsort
zugeordnet, damit man nachher keinen Fehler feststellt.
Der kleine aber wichtige rote O-Ring in der Mitte
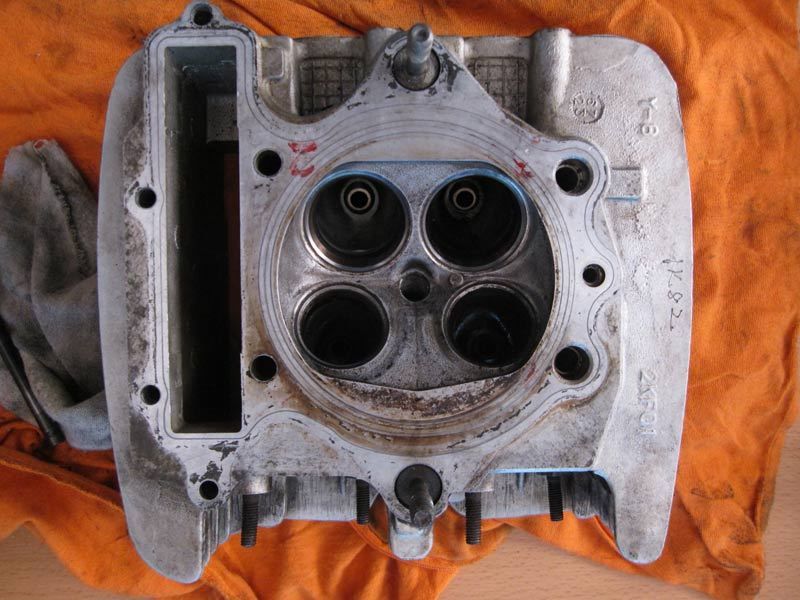
Auf diese Seite wird dann die
Dichtmasse gleichmäßig und nicht zu viel aufgetragen. Ich verteile sie
immer grob mit der Tube, tupfe sie mit dem Finger gleichmäßig auf die
Fläche und entferne mit einem Lappen Überschüssige Dichtmasse von den
Kanten. Wenn man mit dem Lappen von hinten an den Dichtflächen
vorbeiwischt nimmt man auch einen leichten und gleichmäigen Streifen ab.
So quillt nach dem Zusammensetzen nicht viel Dichtmasse nach innen und
der Ölkreislauf droht nicht zu verstopfen.
Jetzt noch an die beiden Passhülsen denken.
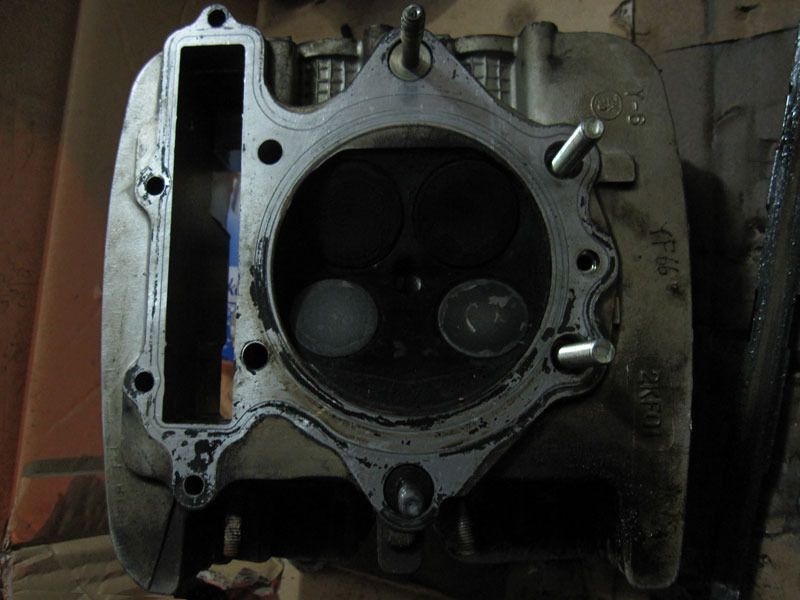
Unterhalb der Kurbelwelle sieht man den feinen Rand an der Dichtfläche.
Auf der anderen Seite hatte die Ölansaugglocke Platz genommen.
Dies hatte ich zuvor vorsichtig geöffnet, gereinigt und am Rand des
Siebes mit wenig Dichtmasse wieder zusammengefügt.
Ölansaugglöcke vor neuer grüner Dichtung.
Mit dem Gummihammer leißen sich die beiden Hälften einander näher bringen und siehe da, es war wieder
ein
Motorblock. Im Vorfeld habe ich noch einige Gewinde nachgeschnitten,
bei denen die Korrosion zugeschlagen hatte. Die Schrauben habe ich mit
Anti-Seize, einem Mittel für termisch hoch belastete Schraubverbindungen
eingeschmiert. Damit sollte es nicht zu abbrechenden Schrauben kommen.
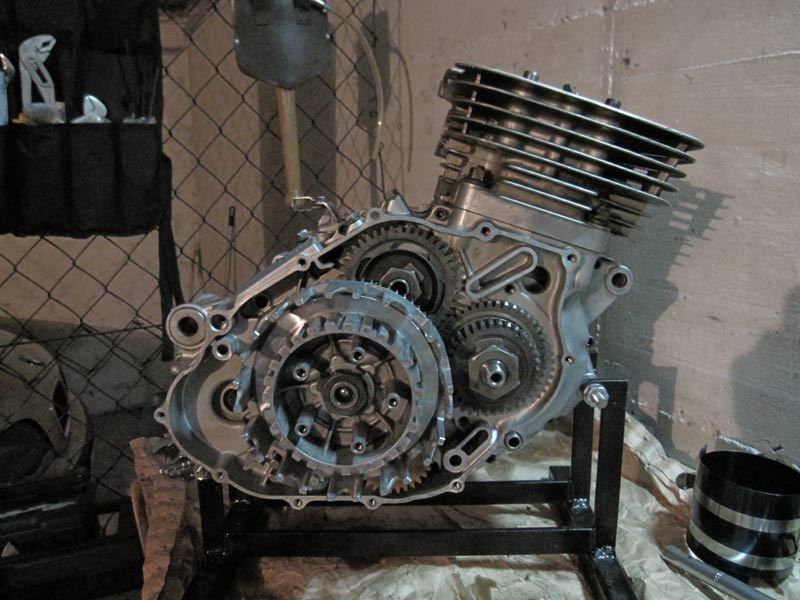
Ein Block, der darf dann auch wieder in einem ordentlichen Montageständer ruhen.
Im unteren Bereich konnten dann die Ölpumpe mit zwei neuen
O-Ringen und die fehlenden Teile des Schaltapparates eingesetzt werden.
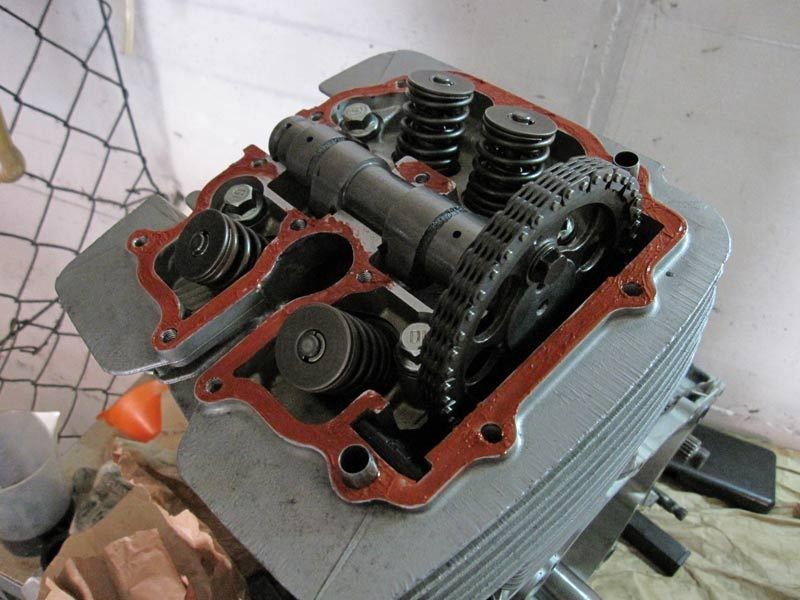
Auff der anderen Seite kamen die Steuerkette und die
Steuerkettengleitschiene hinzu.
Schon ein wenig mehr dran, das Gewicht steigt weiter.
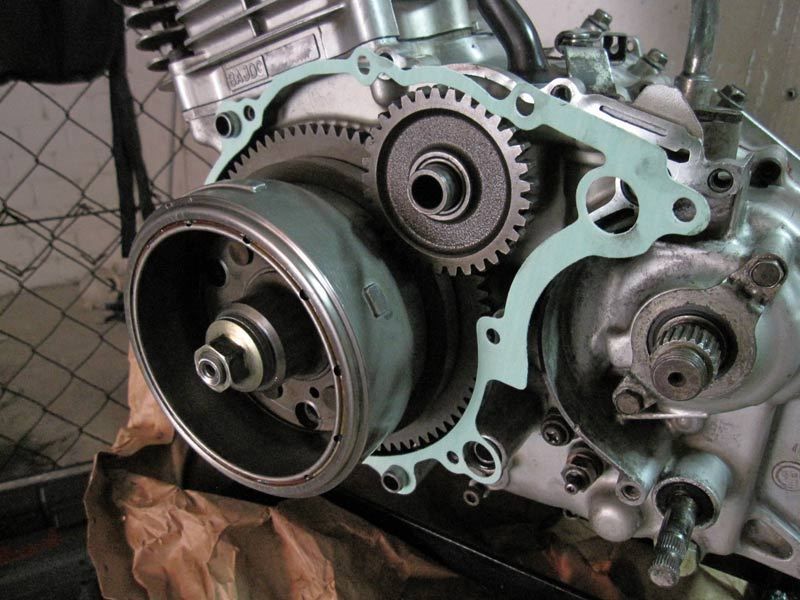
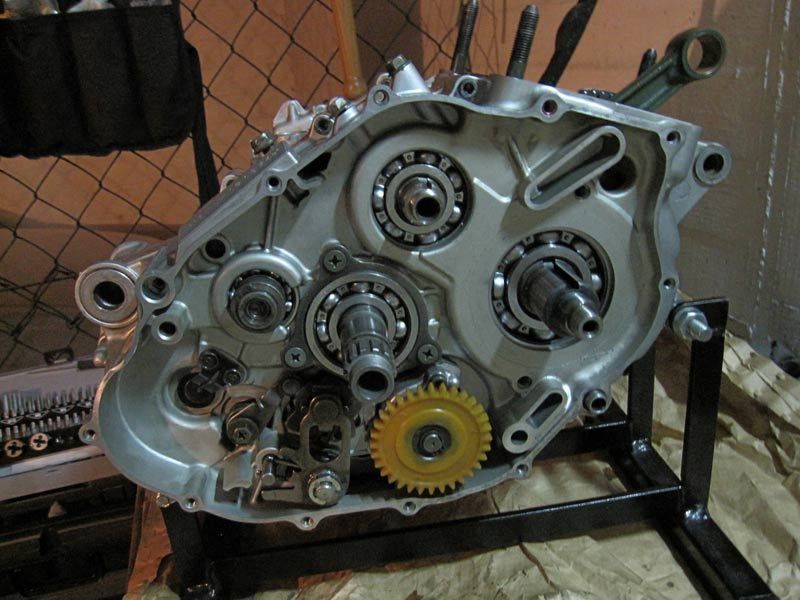
Dann folgten der Antrieb der Ausgleichswelle und der
Primärantieb. Beides muss mit dem richtigen Drehmoment angezogen werden
und neue Sicherungsbleche für die Muttern verwendet werden. Zudem
empfiehlt es sich die Muttern mit einem Wellensicherungsmittel zu
versehen, damit es nicht irgendwann klappert oder es zu einer Berührung
der beiden Wellen kommt. Das endet oft tötlich für beide.
Die Punktmakierungen müssen wie bei vielen Teilen Fluchten.

 Mit dem Segen vom TÜV ging es nach erneuter Kontrolle des Ventilspiels dann in die grüne Eifel. Dank des Fußballspiels Deutschland - Italien waren die Straßen endlich wieder angenehm frei.
Mit dem Segen vom TÜV ging es nach erneuter Kontrolle des Ventilspiels dann in die grüne Eifel. Dank des Fußballspiels Deutschland - Italien waren die Straßen endlich wieder angenehm frei.